The distribution of the burden in a blast furnace which consists of alternating layers of different materials is an important process parameter for a stable and efficient blast furnace process. Gauging of the full three-dimensional (3D) surface in real time would be very beneficial. Until now, only insufficient measurement systems are available on the market. The implemented high resolution 3D imaging radar sensor overcomes the problems with former measurement systems and also withstands the harsh environment inside of a fully operative blast furnace, and is now in test operation. A whole radar sensor system, including the design of high-frequency hardware, digital-backend and software parts in combination with novel signal processing algorithms was developed.
Introduction
Gauging of the full three-dimensional blast furnace burden surface in real time enables an optimized charging process. Subsequently, lower energy and raw material costs, etc., can be expected. Up to now, only point-wise measurements like tank radar gauges, mechanical depth probes or mechanical surface scanning systems are available. Optical or acoustical measurement techniques are not reliable due to the harsh environmental conditions.
The design of the radar sensor involves research on imaging radar systems with high angular resolution and modern signal processing techniques, that also includes the de
velopment of several algorithms for surface reconstruction. Multiple measurements inside a fully operational blast furnace demonstrate a proper long-term functionality of the system – to the best of our knowledge, for the first time worldwide – and the system is now in test operation in a blast furnace of voestalpine Stahl GmbH, Linz.
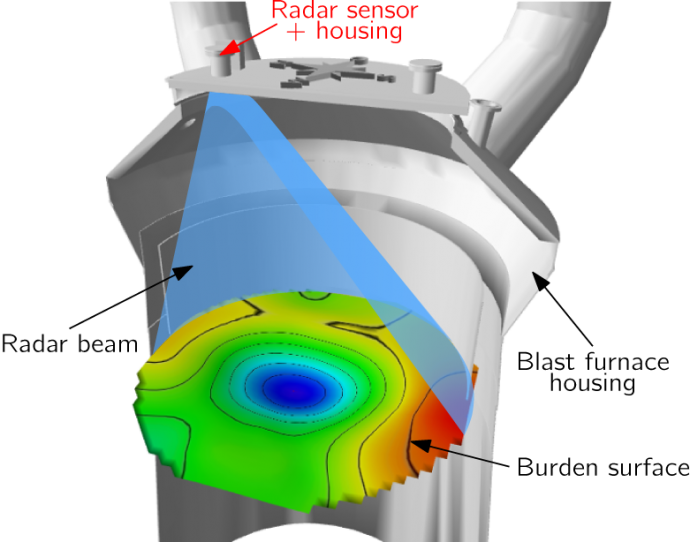
Fig. 1: Position of the radar sensor system in blast furnace #5 of voestalpine Stahl GmbH, illuminating the burden surface and a typical “live” burden surface measurement obtained with the presented sensor.
Description of the radar sensor
The developed radar sensor relies on the principle of frequency-modulated continuous-wave (FMCW) radar systems and operates at a frequency band around 77 GHz.
To enable digital control and sample the received signals the baseband electronics in combination with tailored software, a control and initialization system, was developed.
Further research is focused on the design of robust real-time signal processing algorithms for surface measurements. While the system and algorithms are tailored to the problem at hand, they are suited for a much wider range of industrial applications.
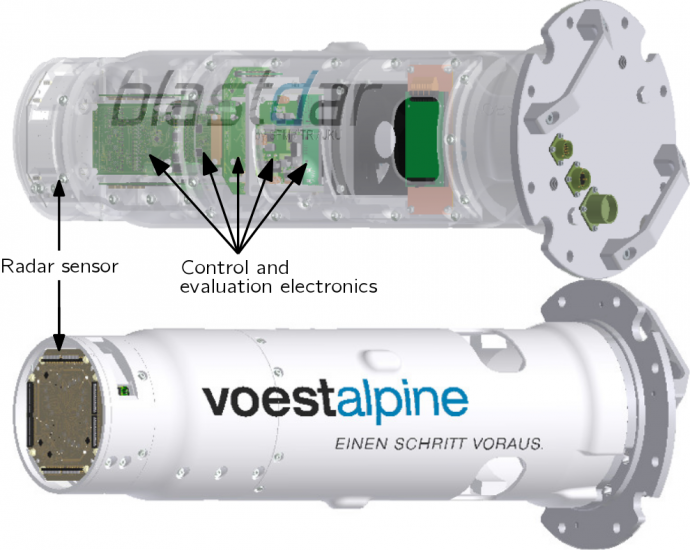
Fig. 2: Sketch of the designed radar sensor system.
Impact and benefits
Within this project, a MIMO imaging radar for blast surface monitoring has been developed. Proper functionality of the system has been verified with a multitude of measurement results inside of a fully operative blast furnace, effectively validating that the sensor enables a surface monitoring with real time visualization.
Offline analysis by means of the already mentioned visualization already revealed some interesting behaviour. This in fact underlines the possibility to improve the charging strategy and to integrate the actual radar information into the automated charging process. Thus, a reaction on the actual situation or a change of the charging program can be triggered whenever necessary.
Contact and information
K2-Centre, ACCM
Linz Center of Mechatronics GmbH Project coordinator
Altenberger Straße 69, A-4040 Linz Dr. Thomas Buchegger
T +43 (0) 732 2468-6002 Prof. Dr. Andreas Stelzer
E: office@lcm.at, www.lcm.at
Project partners
| Organisation | Country |
| voestalpine Stahl GmbH | Austria |