
Steel production, as always a competitive branch of industry, demands utmost cost-effective production and high quality products due to reasons of sustained globalization and stringent environmental restrictions associated with it. The main goal of the presented project is the development of new control strategies in order to reduce discards and failures and at the same time to increase the overall strip quality. The current project outcome involves a particularly adapted Finite Element simulation framework, as well as new infeed control algorithms, which have subject of thorough tests both in simulation framework and at a real plant. Thereby a reduction of overall production discards could be decreased from 5.8 to 3.9 percent.
The physical process
During the finishing hot rolling process a steel strip is heated up to about 1000° C and sent through a sequence of typically six up to eight mill stands, until a desired thickness of only a couple of millimeters is reached. Due to numerous undesired effects, like imperfections of thickness and temperature profile of the incoming strip, the strip run happens to deviate from a desired path, which not only affects the quality of the produced strip, but also might cause damages at the plant. Thereby arising economic burden covers wasted strips, plant damage, and production stops. In order to avoid this, and at the same time to improve the quality of the strips, steel industry is interested in the application of new control strategies.
Two of the well-known effects of this kind are wedge and camber. The latter occurs when a strip starts to form a curve, but (in contrast to wedge) still remains in the rolling plane, as outlined in Fig. 1. In order to nonetheless enforce a centered infeed of the head of the strip at the next roll gap, the distribution of the roll force at the preceding roll stand has to be adapted. The work rolls are tilted, which is achieved by asymmetric positioning of two hydraulic actuators, which prohibits a further propagation, and furthermore the head of the strip may also be steered towards the center of the mill street.
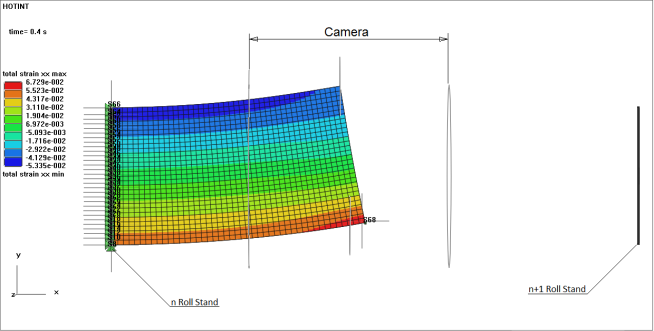
Fig. 1: Metal strip exits the preceding roll stand forming a camber.
Note, that a tilt of the work rolls changes the thickness profile of the strip, and thereby causes disturbances regarding the infeed process at all of the subsequent roll stands. This turns a seemingly simple problem into a rather complex one.
FEM simulation model as a basis for control analysis
Throughout the past five years this topic has been investigated in the framework of a K2-project at the LCM in collaboration with the industrial partner Primetals Technologies Germany and the Institute of Automatic Control and Control Systems Technology at the Johannes Kepler University Linz. New control strategies have been developed, analyzed, and proved experimentally by means of extensive simulation studies based on the Finite Element Method (FEM).
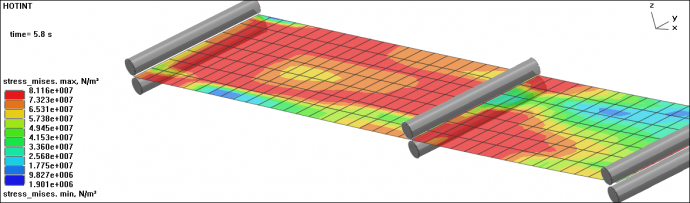
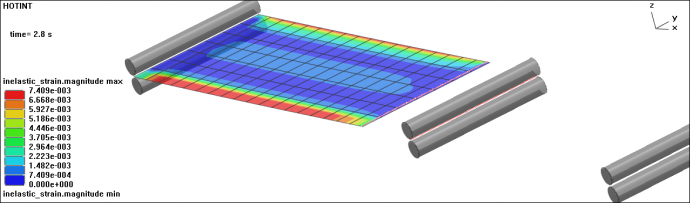
Fig. 2: Controlled FEM-simulation: Plastic strain magnitude (top) and von Mises stress (bottom).
This tool autonomously allows to perform studies of the overall strip motion, and at the same time provides an interface for coupling with controllers implemented in separate dynamically linked libraries. Moreover, coupling with MATLAB/Simulink has been established, such that in co-simulation even rather complex control algorithms could be investigated. In addition to that, real time implementations of the control algorithms may be compiled for particular automation devices with help of MATLAB/Simulink’s automatic code generator.
Choosing the optimal control strategy
Additionally a simplified kinematic model, consisting of a system of ordinary differential equations, has been developed as a requirement for a successive control synthesis. The control algorithms have been finally tested with the more precise FEM model.
Control synthesis is handicapped due to technical restrictions on the one, and strategical on the other hand. Latter are mainly concerned with qualitative aspects allowing for optimal operation of the mill street and optimal quality of the produced strip. Technical restrictions include, e.g., bounds regarding the leveling and leveling rate of the rolls. Speaking in terms of control theory, problems of this kind are tracked by the theory of optimal systems with constrained states and control actions. After implementation and comparison of various methods, a model predictive control (MPC) algorithm turned out to succeed best. Although the MPC technique has been successfully applied to industrial problems since many years, it is mostly implemented for sufficiently slow processes, which show up typical time scales in the range of minutes or even hours. In comparison, hot rolling is a relatively fast process with the overall control time span of about five seconds to answer the strip camber before it reaches the second roll stand, and even less for all successive stands. The measuring camera provides new measurements every 20 milliseconds, and the controller computes actions in the same time. Therefore, computational efficiency represents the major challenges in terms of a successful implementation of the control algorithms. Moreover, a short camera observation zone, erroneous measurements, and sometimes a total blackout of the camera due to vapors of cooling water, have to be compensated by the controller. Identification algorithms, based on the simplified kinematic model mentioned above, turned out to play an essential role for the final control algorithm.
Impacts and effects
The present success status can be best expressed in terms of the overall discard rate. The combined implementation of the above described infeed control strategy, and another steering control algorithm provided by the industrial partner for the restrained strip, yielded an reduction of the overall discard from 5.8 to 3.9 percent. Additionally, the quality of the produced strips could be improved significantly due to the choice of a model predictive control strategy.
Contact and information
K2-Center, ACCM Project coordinaton
Linz Center of Mechatronics GmbH Prof. Dr. Kurt Schlacher
Altenberger Straße 69, A-4040 Linz Dr. Peter Gruber
T +43 (0) 732 2468-6002 Assoz.-Prof. Dr. Markus Schöberl
E office@lcm.at, www.lcm.at Dr. Manfred Nader
Project partners
| Organisation | Country |
| Institute of Automatic Control and Control Systems Technology, Johannes Kepler University Linz | Austria |
| Primetals Technologies Germany | Germany |